Find answers to common questions about our screws and nails, including specifications, materials, and usage recommendations. We aim to provide you with the information you need to make informed decisions for your projects. Whether you’re a professional contractor or a DIY enthusiast, our team is here to help you find the right fasteners to meet your needs. If you have additional questions, feel free to reach out to our customer service team for personalized assistance!
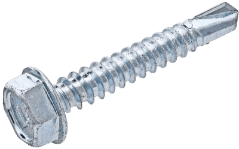
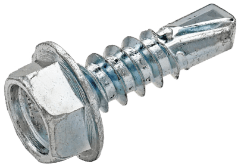
From steel framing to drywall, plumbing, and roofing, Pro-Twist offers a complete assortment of fasteners to tackle the toughest jobs in commercial construction.
There’s a Pro-Twist solution for every project—and every professional.